Production and Mold
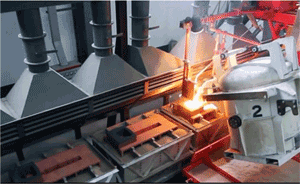
• Disa Molding 20” x 25” and 21”x 20”
• Squeezing Floor Molding for Size Up to 14” x 20”
• Shock Squeezing Molding for Size to 25” x 25”
• Hunter Molding for Size Up to 20” x 30”
• Cope & Drag for Size Up to 30” x 50”
• Loose Pattern for Size Up to 50” x 70”
Molding Media and Core/Pattern
• Core-making Machines for Complex Highly Cored Casting
• No-Bake Sand for Casting with Excellent Surface Quality
• Shell Sand for Casting with Superior Finish and Near Net Shape
• Green Sand for Casting with Less Critical Surface or Tolerances
• Steel, Aluminum, Wood and Plastic Pattern
Secondary Operation
• In-house Annealing and Heat Treatment
• CNC Machining, Turning, Milling, Drilling, Tapping and Grinding
• Blast and Vibratory Cleaning, Electroplating and Powder Paint
• Assembly